Besuchen Sie uns auf dem Stand von REV in Halle 03 D05
Nutenstoßen auf CNC Drehmaschinen mit angetriebenen Stoßkoepfen von REV
Einleitung
Die motorisierte Stoßvorrichtung REV wurde hergestellt, um das Problem, bestimmte Bearbeitungen auf einer CNC-Drehmaschine durchführen zu müssen, vom einfachen Schlüsselnutsitz bis hin zu gezahnten Innen- und Außenprofilen, auf die wirkungsvollste Weise zu lösen.
Die motorisierte Stoßvorrichtung REV wurde entwickelt, um die höchstmögliche Steifigkeit zu erzielen. Dieses Merkmal ermöglicht eine sehr lange Verwendung des Einsatzes und eine hervorragende Endbearbeitung der Oberfläche.
Die Verwendung dieser Stoßvorrichtung bietet große Vorteile: Abgesehen von der Tatsache, dass die Bearbeitung extrem schnell durchgeführt werden kann, erfordert sie keinerlei Versetzen des Werkstücks auf andere Maschinen, wo es erneut positioniert werden muss.
Die motorisierte Stoßvorrichtung REV verfügt über mehrere Einstellmöglichkeiten, die für eine korrekte Bearbeitung dienen, sie kann sowohl Innen- als auch Außenbearbeitungen ausführen.
Die motorisierte Stoßvorrichtung REV ist patentrechtlich geschützt.
- Maschinenschonende Bearbeitung
- keine schnelle Verfahr Bewegung der Z-Achse notwendig
- Nur kontinuierliche Zustellung in der X-Achse
- Integrierte Abhebebewegung beim Rückzug
- 5 Modelle mit Hublängen von 15-25-35-50-65 mm lieferbar
- Aufnahme Flansch zur Befestigung am Revolver mit BMT 45-55-65 oder VDI
- Wechselflansch für weitere Maschinen verfügbar
- Werkzeughalter und Schneidplatten passend für Ihre Kontur angefertigt aus einer Hand
- inkl. CNC-Programm

Schneideinsätze
Die Einsätze zum Räumen und Schlitzen sind aus Sinterstahl-Legierung mit einem Kobaltgehalt von 13% hergestellt. Dieses Material erreicht nach der Wärmebehandlung eine Härte von 72 HRC mit gleichzeitiger Beibehaltung seiner hohen Zähigkeit und folglich hohen Schlagfestigkeit.
Modelle/Hublänge
ST-15
ST-25
ST-35
ST-50
ST-65
Adapter
verfügbar für BMT un VDI
Funktionen
Modellgrößen
Hublängen von 15 bis 65 mm lieferbar
ST-15

ST-25

ST-35

ST-50

ST-65

Bedienung und Wartung
Schneideinsätze
Die Einsätze zum Räumen und Schlitzen sind aus Sinterstahl-Legierung mit einem Kobaltgehalt von 13% hergestellt. Dieses Material erreicht nach der Wärmebehandlung eine Härte von 72 HRC mit gleichzeitiger Beibehaltung seiner hohen Zähigkeit und folglich hohen Schlagfestigkeit.
Modelle/Hublänge
ST-15
ST-25
ST-35
ST-50
ST-65
Adapter
verfügbar für BMT un VDI
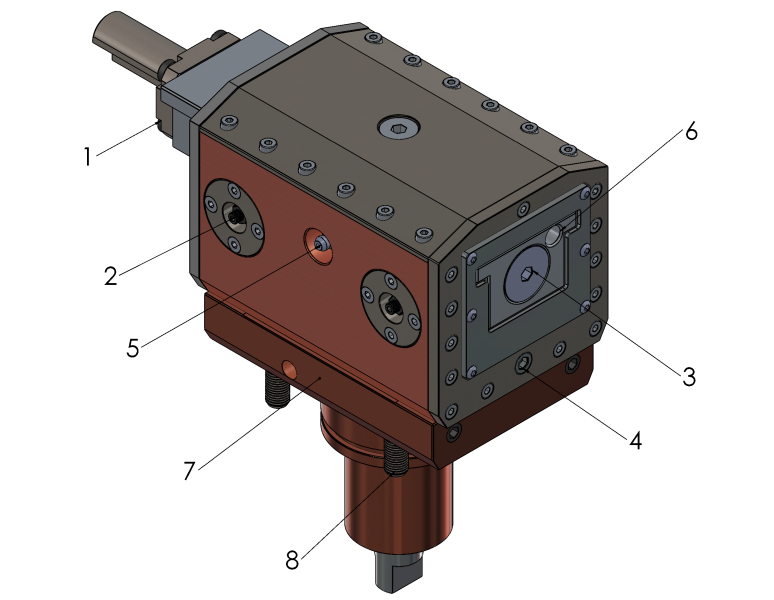
1) Schrauben zur Befestigung des Werkzeugs
Vor der Durchführung einer eventuellen Korrektur der Symmetriefehler, müssen die Schrauben zur Werkzeugbefestigung ein wenig gelockert werden. Vor Wiederaufnahme der Arbeit muss sichergestellt werden, dass die Schrauben zur Werkzeugbefestigung erneut angezogen wurden.
2) Schrauben zur Einstellung der Leisten
Nach einer längeren Verwendung der Stoßvorrichtung muss ein eventuell vorhandenes Spiel, das im Gerät aufgetreten ist, beseitigt werden. Dafür die Sechskantmutter lösen, die zentrale Schraube anziehen und am Ende erneut die Sechskantmutter festziehen. Diesen Vorgang an allen vier Leisten der Stoßvorrichtung durchführen.
3) Bolzen zur Justierung der Y-Achse
Ein eventuell vorhandener Symmetriefehler zwischen der Bohrung und der Bearbeitung, die wir ausführen, muss korrigiert werden. Nachdem die Schraube zur Befestigung des Werkzeugs 1 gelöst wurde, den Bolzen zur Justierung der Y-Achse im bzw. gegen den Uhrzeigersinn drehen. Auf diese Weise kann das Werkzeug auf der Y-Achse verschoben werden. Der Justierungsbereich beträgt +/- 0,5 und ist für die Korrektur sämtlicher Symmetriefehler an Drehmaschinen ohne Y-Achse absolut ausreichend.
4) Schraube zur Justierung des Schnittwinkels
Diese Schraube dient zur Korrektur eventueller, durch mechanische Durchbiegungen verursachter Neigungsfehler. Durch eine Betätigung im oder gegen den Uhrzeigerinn, kann der Schnittwinkel um ungefähr +/- 3° verändert werden. Dieser Bereich ist für die Korrektur aller eventuell auftretenden Neigungsfehler ausreichend.
5) Schmierbuchsen
Diese beiden Schmierbuchsen sind in die äußere Struktur der motorisierten Stoßvorrichtung eingebaut und dienen zum Einbringen von Fett nach ca. 10 Betriebsstunden, im Sinne von tatsächlicher Einsatzzeit des Gerätes (siehe Berechnungsbeispiel für die Schmierung).
6) Gewindebohrung 3/8" für interne Kühlmittelzufuhr
Alle Werkzeuge verfügen über Bohrungen für den Durchfluss des Kühlmittels. Die interne Zuleitung ist der externen Zuleitung vorzuziehen, sie ermöglicht es, das Schmiermittel direkt in den Schnittbereich zu leiten.
7) Ausrichtungsbereich
Hierbei handelt es sich um den Bereich , der für die Kontrolle mittels Komparator vorgesehen ist.
8) Bolzen zur Befestigung der Stoßvorrichtung am Werkzeugrevolver der Drehmaschine
Mit Hilfe dieser Bolzen wird die Stoßvorrichtung am Werkzeugrevolver der Drehmaschine befestigt.
ERSTE VERWENDUNG
Die Stoßvorrichtung an der Drehmaschine montieren. Die Befestigungsbolzen 8 ein wenig lockern und die Stoßvorrichtung mit Hilfe des Komparators ausrichten. Der Komparator muss im Ausrichtungsbereich 7 angesetzt werden. Sobald die Stoßvorrichtung perfekt ausgerichtet ist, die Befestigungsbolzen 8 erneut festziehen und die Stoßvorrichtung etwa 10 Minuten lang mit 150 Bewegungen pro Minuten in Betrieb nehmen. Den beweglichen Schlitten mit normalem Öl für Führungen schmieren. Dadurch werden die Dichtungen geschmeidiger gemacht und die Stoßvorrichtung vor der Verwendung eingefahren.
SCHMIERUNG
Um die Mechanik in einem guten Zustand zu erhalten, empfehlen wir, die Stoßvorrichtung nach jeweils 10 Betriebsstunden, im Sinne von tatsächlicher Einsatzzeit des Gerätes, zu schmieren (siehe Berechnungsbeispiel für die Schmierung).
Vorzugsweise Persian Poligrease EP 1 verwenden.
Um die korrekte Fettmenge einzugeben, sind folgende Schritte zu befolgen:
- Den Verschluss am Deckel des motorisierten Geräts abschrauben;
- Das Fett mit den hierzu vorgesehenen Schmierbüchsen eingeben;
- Die Fetteingabe unterbrechen, sobald das Fett aus der Öffnung heraustritt;
- Den Verschluss wieder anschrauben und das Geräts weiter verwenden.
Berechnungsbeispiel für die Schmierung
Wenn für die Produktion eines Werkstücks 2 Minuten benötigt werden und lediglich für die Herstellung des Passfedersitzes
10 Sekunden, so muss nach ungefähr 3600 Werkstücken eine Schmierung vorgenommen werden.
WARTUNG
Nach einem längeren Verwendungszeitraum (ungefähr 1000 Stunden) müssen die Stoßvorrichtung gewartet und die Verschleißteile wie Lager, Dichtungen, etc. ausgewechselt werden.
INNEN- UND AUSSENBEARBEITUNGEN
Diese motorisierte Stoßvorrichtung kann sowohl Innen- als auch Außenbearbeitungen vornehmen.
Dafür einfach die Drehrichtung des Motors wie folgt ändern.
Befehl M03 = Innenbearbeitung
Befehl M04 = Außenbearbeitung
Je nachdem, ob es sich um eine Innen- oder eine Außenbearbeitung handelt, muss das Werkzeug so montiert werden, dass der Einsatz in Schnittrichtung weist.
ABHEBEBEWEGUNG WÄHREND DES RÜCKLAUFS
Während des Rücklaufs löst sich das Werkzeug um 0,25 mm von der bearbeiteten Oberfläche. Diese Bewegung ist unerlässlich, um eine Beschädigung des Einsatzes zu vermeiden.
Details:
- Achtung ! unbedingt die Drehrichtung beachten
- Befehl M04 = Außenbearbeitung
- Befehl M03 = Innenbearbeitung
- Abhebeweg bei Rücklauf 0,25mm
Symmetriekontrolle und Fehlerkorrektur
Schneideinsätze
Die Einsätze zum Räumen und Schlitzen sind aus Sinterstahl-Legierung mit einem Kobaltgehalt von 13% hergestellt. Dieses Material erreicht nach der Wärmebehandlung eine Härte von 72 HRC mit gleichzeitiger Beibehaltung seiner hohen Zähigkeit und folglich hohen Schlagfestigkeit.
Modelle/Hublänge
ST-15
ST-25
ST-35
ST-50
ST-65
Adapter
verfügbar für BMT un VDI
Korrektur von Longitudinalfehlern
Es ist möglich, den Arbeitswinkel der motorisierten Stoßvorrichtung zu verändern. Dieser Vorgang dient dazu, eventuelle Longitudinalfehler zu korrigieren. Dafür wird lediglich ein 5 mm-Inbusschlüssel benötigt. Durch Drehen des Inbusschlüssels im bzw. gegen den Uhrzeigersinn kann der Schnittwinkel des motorisierten Messers verändert werden.
Diese Art der Justierung ist patentrechtlich geschützt.
Korrektur von Symmetriefehlern
Zur Korrektur von Symmetriefehlern an Drehmaschinen ohne Y-Achse einfach die vier Bolzen, mit denen das Werkzeug auf der Vorderseite an der beweglichen zentralen Komponente befestigt ist, lösen. Durch Drehen des Bolzens zur Justierung der Y-Achse, der sich auf der Rückseite der oben angeführten Komponente befindet, mit einem 6 mm-Inbusschlüssel, wird das Werkzeug um +/- 0,5 mm verschoben, was ausreichend ist, um Symmetriefehler zu korrigieren und so praktisch die fehlende Achse zu erzeugen.
Diese Art der Justierung, die für präzise Bearbeitung im Mittelpunkt des Werkstücks unerlässlich ist, ist patentrechtlich geschützt.
Bearbeitungsbeispiele
Bearbeitung Außenprofil
In diesem kurzen Video wird eine Außenbearbeitung gezeigt: die Herstellung eines gerillten Außenprofils DIN 5482 Modul 2,5 Z=30.
Das verarbeitete Material ist legierter Stahl mit einer Härte von 35 HRC.
Die Produktionszeit für einen einzelnen Sitz beträgt 4 Sekunden, während die Gesamtzeit für die Herstellung des gesamten gezahnten Profils ungefähr 2 Minuten beträgt.
Durch die extreme Steifigkeit des Instruments ist die Bearbeitung äußerst einfach und gewährleistet eine optimale Endbearbeitung.
Für eine korrekte und effektive Nutzung dieses Geräts stellt REV srl seinen Kunden kostenlos ein eigens erstelltes Programm zur Verfügung. Dieses Programm ist für alle CNC-Drehmaschinen auf dem Markt verfügbar.
Bearbeitung Innenprofil
In diesem kurzen Video wird eine Innenbearbeitung gezeigt: die Herstellung von acht Schlüsselnutsitzen mit einer Stärke von 8 mm.
Das verarbeitete Material ist legierter Stahl mit einer Härte von 35 HRC.
Die Produktionszeit für eine einzelne Schlüsselnut beträgt 6 Sekunden, während die Gesamtzeit der acht Bearbeitungen etwa 50 Sekunden beträgt.
Durch die extreme Steifigkeit des Instruments ist die Bearbeitung äußerst einfach und gewährleistet eine optimale Endbearbeitung.
Für eine korrekte und effektive Nutzung dieses Geräts stellt REV srl seinen Kunden kostenlos ein eigens erstelltes Programm zur Verfügung. Dieses Programm ist für alle CNC-Drehmaschinen auf dem Markt verfügbar.
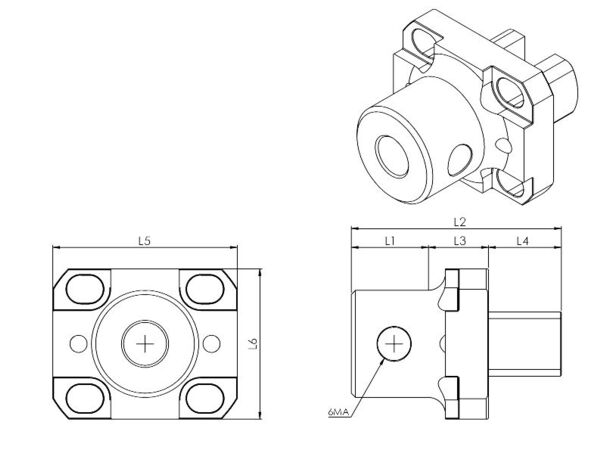
Werkzeuge und Zubehör
UTM SERIE 35
|
|
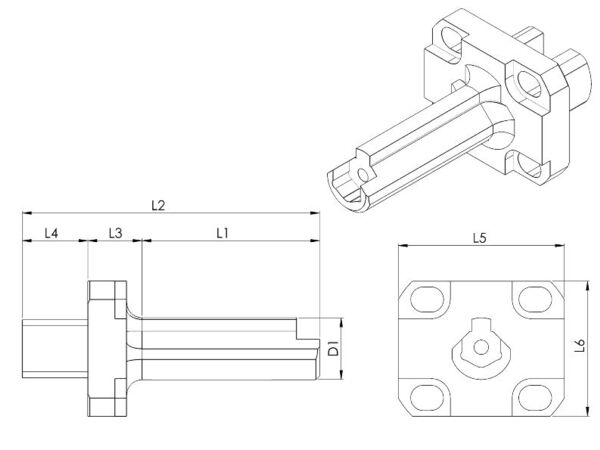
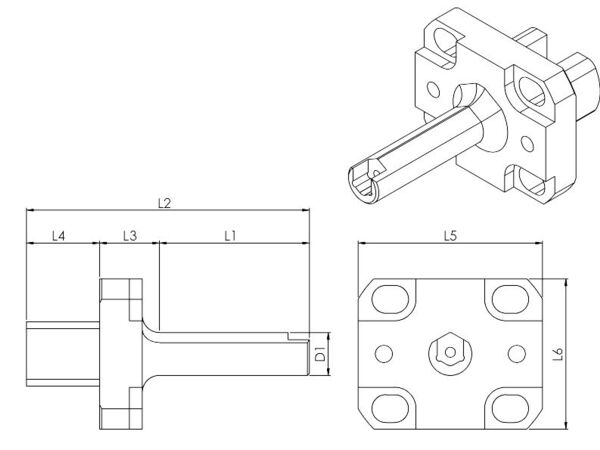
L1 (mm)
|
L2 (mm)
|
L3 (mm)
|
L4 (mm)
|
L5 (mm)
|
L6 (mm)
|
D1 (mm)
|
Ausrichter
|
Schraubendreher
|
Fixierschraube
|
Min. Bohrung (mm)
|
Gewicht (g)
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
UTM-02-35
|
25
|
58
|
13
|
20
|
43
|
35
|
6
|
PN-0
|
T08
|
VN-1
|
7
|
0,150
|
|
UTM-03-35
|
30
|
63
|
13
|
20
|
43
|
35
|
8
|
PN-1
|
T08
|
VN-1
|
8,7
|
0,160
|
|
UTM-04-35
|
40
|
73
|
13
|
20
|
43
|
35
|
10
|
PN-1
|
T-08
|
VN-1
|
11
|
0,170
|
|
UTM-05-35
|
46
|
79
|
13
|
20
|
43
|
35
|
12
|
PN-1
|
T-08
|
VN-1
|
13
|
0,180
|
|
UTM-06-35
|
46
|
79
|
13
|
20
|
43
|
35
|
16
|
PN-2
|
T-15
|
VN-2
|
17
|
0,210
|
|
UTM-08-35
|
46
|
79
|
13
|
20
|
43
|
35
|
20
|
PN-2
|
T-15
|
VN-2
|
21,5
|
0,225
|
|
UTM-10/12-35
|
46
|
79
|
13
|
20
|
43
|
35
|
22
|
PN-3
|
T-20
|
VN-3
|
24
|
0,235
|
|
UTM-14/16-35
|
46
|
79
|
13
|
20
|
43
|
35
|
25
|
PN-4
|
T-20
|
VN-3
|
27
|
0,245
|
UTM SERIE 50
|
|
L1 (mm)
|
L2 (mm)
|
L3 (mm)
|
L4 (mm)
|
L5 (mm)
|
L6 (mm)
|
D1 (mm)
|
Ausrichter
|
Schraubendreher
|
Fixierschraube
|
Min. Bohrung (mm)
|
Gewicht (g)
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
UTM-02-50
|
25
|
58
|
13
|
20
|
43
|
35
|
6
|
PN-0
|
T08
|
VN-1
|
7
|
0,150
|
|
UTM-03-50
|
30
|
63
|
13
|
20
|
43
|
35
|
8
|
PN-1
|
T08
|
VN-1
|
8,7
|
0,160
|
|
UTM-04-50
|
40
|
73
|
13
|
20
|
43
|
35
|
10
|
PN-1
|
T-08
|
VN-1
|
11
|
0,170
|
|
UTM-05-50
|
46
|
79
|
13
|
20
|
43
|
35
|
12
|
PN-1
|
T-08
|
VN-1
|
13
|
0,180
|
|
UTM-06-50
|
56
|
89
|
13
|
20
|
43
|
35
|
16
|
PN-2
|
T-15
|
VN-2
|
17
|
0,210
|
|
UTM-08-50
|
56
|
89
|
13
|
20
|
43
|
35
|
20
|
PN-2
|
T-15
|
VN-2
|
21,5
|
0,225
|
|
UTM-10/12-50
|
56
|
89
|
13
|
20
|
43
|
35
|
22
|
PN-3
|
T-20
|
VN-3
|
24
|
0,235
|
|
UTM-14/16-50
|
56
|
89
|
13
|
20
|
43
|
35
|
25
|
PN-4
|
T-20
|
VN-3
|
27
|
0,245
|
UTM SERIE 65
|
|
L1 (mm)
|
L2 (mm)
|
L3 (mm)
|
L4 (mm)
|
L5 (mm)
|
L6 (mm)
|
D1 (mm)
|
Ausrichter
|
Schraubendreher
|
Fixierschraube
|
Min. Bohrung (mm)
|
Gewicht (g)
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
UTM-02-65
|
25
|
58
|
13
|
20
|
43
|
35
|
6
|
PN-0
|
T08
|
VN-1
|
7
|
0,150
|
|
UTM-03-65
|
30
|
63
|
13
|
20
|
43
|
35
|
8
|
PN-1
|
T08
|
VN-1
|
8,7
|
0,160
|
|
UTM-04-65
|
40
|
73
|
13
|
20
|
43
|
35
|
10
|
PN-1
|
T-08
|
VN-1
|
11
|
0,170
|
|
UTM-05-65
|
46
|
79
|
13
|
20
|
43
|
35
|
12
|
PN-1
|
T-08
|
VN-1
|
13
|
0,210
|
|
UTM-06-65
|
56
|
89
|
13
|
20
|
43
|
35
|
16
|
PN-2
|
T-15
|
VN-2
|
17
|
0,180
|
|
UTM-08-65
|
68
|
102
|
13
|
20
|
43
|
35
|
20
|
PN-2
|
T-15
|
VN-2
|
21,5
|
0,240
|
|
UTM-10/12-65
|
70
|
103
|
13
|
20
|
43
|
35
|
22
|
PN-3
|
T-20
|
VN-3
|
24
|
0,265
|
|
UTM-14/16-65
|
70
|
103
|
13
|
20
|
43
|
35
|
25
|
PN-4
|
T-20
|
VN-3
|
27
|
0,285
|
UTM-HEX SERIE 35
|
|
Modelle Stossvorrichtung
|
L1 (mm)
|
L2 (mm)
|
L3 (mm)
|
L4 (mm)
|
L5 (mm)
|
L6 (mm)
|
D1 (mm)
|
Ausrichter
|
Schraubendreher
|
Fixierschraube
|
Min. Bohrung (mm)
|
Gewicht (g)
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
UTM-HEX-9/11-35
|
ST-35
|
30
|
58
|
13
|
20
|
43
|
35
|
8
|
PN-1
|
t08
|
VN-1
|
8,7
|
0,150
|
|
UTM-HEX-11/17-35
|
ST-35
|
40
|
63
|
13
|
20
|
43
|
35
|
10
|
PN-1
|
T08
|
VN-1
|
11
|
0,160
|
|
UTM-HEX-17/28-35
|
ST-35
|
46
|
73
|
13
|
20
|
43
|
35
|
15
|
PN-2
|
T-15
|
VN-2
|
16
|
0,170
|
|
UTM-HEX-28/37-35
|
ST-35
|
46
|
79
|
13
|
20
|
43
|
35
|
25
|
PN-3
|
T-20
|
VN-3
|
27
|
0,180
|
|
UTM-HEX-37/45-35
|
ST-35
|
46
|
79
|
13
|
20
|
43
|
35
|
28
|
PN-4
|
T-20
|
VN-3
|
30
|
0,270
|
UTM-HEX SERIE 50
|
|
Modelle Stossvorrichtung
|
L1 (mm)
|
L2 (mm)
|
L3 (mm)
|
L4 (mm)
|
L5 (mm)
|
L6 (mm)
|
D1 (mm)
|
Ausrichter
|
Schraubendreher
|
Fixierschraube
|
Min. Bohrung (mm)
|
Gewicht (g)
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
UTM-HEX-9/11-50
|
ST-50
|
30
|
58
|
13
|
20
|
43
|
35
|
8
|
PN-1
|
T08
|
VN-1
|
8,7
|
0,150
|
|
UTM-HEX-11/17-50
|
ST-50
|
40
|
63
|
13
|
20
|
43
|
35
|
10
|
PN-1
|
T08
|
VN-1
|
11
|
0,160
|
|
UTM-HEX-17/28-50
|
ST-50
|
60
|
73
|
13
|
20
|
43
|
35
|
15
|
PN-2
|
T-15
|
VN-2
|
16
|
0,210
|
|
UTM-HEX-28/37-50
|
ST-50
|
60
|
79
|
13
|
20
|
43
|
35
|
25
|
PN-3
|
T-20
|
VN-3
|
27
|
0,225
|
|
UTM-HEX-37/45-50
|
ST-50
|
60
|
79
|
13
|
20
|
43
|
35
|
28
|
PN-4
|
T-20
|
VN-3
|
30
|
0,245
|
UTM-HEX SERIE 65
|
|
Modelle Stossvorrichtung
|
L1 (mm)
|
L2 (mm)
|
L3 (mm)
|
L4 (mm)
|
L5 (mm)
|
L6 (mm)
|
D1 (mm)
|
Ausrichter
|
Schraubendreher
|
Fixierschraube
|
Min. Bohrung (mm)
|
Gewicht (g)
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
UTM-HEX-9/11-65
|
ST-65
|
30
|
58
|
13
|
20
|
43
|
35
|
8
|
PN-1
|
T08
|
VN-1
|
8,7
|
0,150
|
|
UTM-HEX-11/17-65
|
ST-65
|
40
|
73
|
13
|
20
|
43
|
35
|
10
|
PN-1
|
T08
|
VN-1
|
11
|
0,160
|
|
UTM-HEX-17/28-65
|
ST-65
|
60
|
93
|
13
|
20
|
43
|
35
|
15
|
PN-2
|
T-15
|
VN-2
|
16
|
0,210
|
|
UTM-HEX-28/37-65
|
ST-65
|
75
|
108
|
13
|
20
|
43
|
35
|
25
|
PN-3
|
T-20
|
VN-3
|
27
|
0,225
|
|
UTM-HEX-37/45-65
|
ST-65
|
75
|
108
|
13
|
20
|
43
|
35
|
28
|
PN-4
|
T-20
|
VN-3
|
30
|
0,275
|
UTM-M SERIE 35-65
UTM-M SERIE 35
|
|
L1 (mm)
|
L2 (mm)
|
L3 (mm)
|
L4 (mm)
|
L5 (mm)
|
L6 (mm)
|
D1 (mm)
|
Ausrichter
|
Schraubendreher
|
Fixierschraube
|
Min. Bohrung (mm)
|
Gewicht (g)
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
UTM-M-35
|
20
|
50
|
15
|
20
|
43
|
35
|
x
|
x
|
x
|
x
|
x
|
x
|
UTM-M SERIE 50
|
|
L1 (mm)
|
L2 (mm)
|
L3 (mm)
|
L4 (mm)
|
L5 (mm)
|
L6 (mm)
|
D1 (mm)
|
Ausrichter
|
Schraubendreher
|
Fixierschraube
|
Min. Bohrung (mm)
|
Gewicht (g)
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
UTM-M-50
|
20
|
50
|
15
|
20
|
43
|
35
|
x
|
x
|
x
|
x
|
x
|
x
|
UTM-M SERIE 65
|
|
L1 (mm)
|
L2 (mm)
|
L3 (mm)
|
L4 (mm)
|
L5 (mm)
|
L6 (mm)
|
D1 (mm)
|
Ausrichter
|
Schraubendreher
|
Fixierschraube
|
Min. Bohrung (mm)
|
Gewicht (g)
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
UTM-M-65
|
20
|
50
|
15
|
20
|
43
|
35
|
x
|
x
|
x
|
x
|
x
|
x
|
Einsätze (MM) (Kopie)
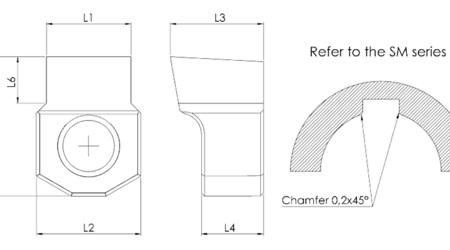
Die Einsätze zum Räumen und Schlitzen sind aus Sinterstahl-Legierung mit einem Kobaltgehalt von 13% hergestellt. Dieses Material erreicht nach der Wärmebehandlung eine Härte von 72 HRC mit gleichzeitiger Beibehaltung seiner hohen Zähigkeit und folglich hohen Schlagfestigkeit.
Nach der Schleifung auf allen Seiten wird der Einsatz mit TIN verkleidet, um eine höhere Verschleißresistenz zu erhalten. Die abstehende Form der Einsätze erlaubt eine hohe Nachschleifanzahl.
Die Einsätze, deren Abkürzung mit ''SM'' endet, führen eine Fase von 0.2x45° am Schnittpunkt zwischen der Bohrung und den Wänden der geräumten Rille durchgeführt, um so eine komplett gratfreie Bohrung zu erhalten. Dieser Fasentyp kann nur auf Sitzen für UNI Schlüsselnuten ausgeführt werden.
Wir produzieren außerdem auch Spezialeinsätze auf Anfrage des Kunden.
|
|
L1 (mm)
|
L2 (mm)
|
L3 (mm)
|
L4 (mm)
|
L5 (mm)
|
L6 (mm)
|
Werkzeug
|
Nachschleifer
|
|---|---|---|---|---|---|---|---|---|
|
IN-02 P9
|
1,994
|
5
|
6,5
|
5
|
6
|
1,3
|
UT-02
|
RF-0
|
|
IN-02 P9-SM
|
1,994
|
5
|
6,5
|
5
|
6
|
1,09
|
UT-02
|
RF-0
|
|
IN-02 H7
|
2,010
|
5
|
6,5
|
5
|
6
|
1,3
|
UT-02
|
RF-0
|
|
IN-02 H7-SM
|
2,010
|
5
|
6,5
|
5
|
6
|
1,09
|
UT-02
|
RF-0
|
|
IN-02 D10
|
2,060
|
5
|
6,5
|
5
|
6
|
1,3
|
UT-02
|
RF-0
|
|
IN-02 C11
|
2,120
|
5
|
6,5
|
5
|
6
|
1,3
|
UT-02
|
RF-0
|
|
IN-03 P9
|
2,994
|
6,08
|
6,5
|
5
|
7,5
|
2
|
UT-03
|
RF-1
|
|
IN-03 P9-SM
|
2,994
|
6,08
|
6,5
|
5
|
7,5
|
1,42
|
UT-03
|
RF-1
|
|
IN-03 H7
|
3,010
|
6,08
|
6,5
|
5
|
7,5
|
2
|
UT-03
|
RF-1
|
|
IN-03 H7-SM
|
3,010
|
6,08
|
6,5
|
5
|
7,5
|
1,42
|
UT-03
|
RF-1
|
|
IN-03 D10
|
3,060
|
6,08
|
6,5
|
5
|
7,5
|
2
|
UT-03
|
RF-1
|
|
IN-03 C11
|
3,120
|
6,08
|
6,5
|
5
|
7,5
|
2
|
UT-03
|
RF-1
|
|
IN-04 P9
|
3,988
|
6,08
|
7
|
5
|
8
|
2,6
|
UT-04
|
RF-1
|
|
IN-04 P9-SM
|
3,988
|
6,08
|
7
|
5
|
8
|
2,07
|
UT-04
|
RF-1
|
|
IN-04 H7
|
4,012
|
6,08
|
7
|
5
|
8
|
2,6
|
UT-04
|
RF-1
|
|
IN-04 H7-SM
|
4,012
|
6,08
|
7
|
5
|
8
|
2,07
|
UT-04
|
RF-1
|
|
IN-04 D10
|
4,078
|
6,08
|
7
|
5
|
8
|
2,6
|
UT-04
|
RF-1
|
|
IN-04 C11
|
4,145
|
6,08
|
7
|
5
|
8
|
2,6
|
UT-04
|
RF-1
|
|
IN-05 P9
|
4,988
|
6,08
|
7
|
5
|
8
|
3
|
UT-05
|
RF-1
|
|
IN-05 P9-SM
|
4,988
|
6,08
|
7
|
5
|
8
|
2,74
|
UT-05
|
RF-1
|
|
IN-05 H7
|
5,012
|
6,08
|
7
|
5
|
8
|
3
|
UT-05
|
RF-1
|
|
IN-05 H7-SM
|
5,012
|
6,08
|
7
|
5
|
8
|
2,74
|
UT-05
|
RF-1
|
|
IN-05 D10
|
5,078
|
6,08
|
7
|
5
|
8
|
3
|
UT-05
|
RF-1
|
|
IN-05 C11
|
5,145
|
6,08
|
7
|
5
|
8
|
3
|
UT-05
|
RF-1
|
|
IN-06 P9
|
5,988
|
10,08
|
9
|
6
|
13,5
|
4
|
UT-06
|
RF-2
|
|
IN-06 P9-SM
|
5,988
|
10,08
|
9
|
6
|
13,5
|
3
|
UT-06
|
RF-2
|
|
IN-06 H7
|
6,012
|
10,08
|
9
|
6
|
13,5
|
4
|
UT-06
|
RF-2
|
|
IN-06 H7-SM
|
6,012
|
10,08
|
9
|
6
|
13,5
|
3
|
UT-06
|
RF-2
|
|
IN-06 D10
|
6,078
|
10,08
|
9
|
6
|
13,5
|
4
|
UT-06
|
RF-2
|
|
IN-06 C11
|
6,145
|
10,08
|
9
|
6
|
13,5
|
4
|
UT-06
|
RF-2
|
|
IN-08 P9
|
7,985
|
10,08
|
9
|
6
|
13,5
|
4,5
|
UT-08
|
RF-2
|
|
IN-08 P9-SM
|
7,985
|
10,08
|
9
|
6
|
13,5
|
3,78
|
UT-08
|
RF-2
|
|
IN-08 H7
|
8,015
|
10,08
|
9
|
6
|
13,5
|
4,5
|
UT-08
|
RF-2
|
|
IN-08 H7-SM
|
8,015
|
10,08
|
9
|
6
|
13,5
|
3,78
|
UT-08
|
RF-2
|
|
IN-08 D10
|
8,098
|
10,08
|
9
|
6
|
13,5
|
4,5
|
UT-08
|
RF-2
|
|
IN-08 C11
|
8,170
|
10,08
|
9
|
6
|
13,5
|
4,5
|
UT-08
|
RF-2
|
|
IN-10 P9
|
9,985
|
13,1
|
14
|
10
|
18,5
|
6
|
UT-10
|
RF-3
|
|
IN-10 P9-SM
|
9,985
|
13,1
|
14
|
10
|
18,5
|
3,88
|
UT-10
|
RF-3
|
|
IN-10 H7
|
10,015
|
13,1
|
14
|
10
|
18,5
|
6
|
UT-10
|
RF-3
|
|
IN-10 H7-SM
|
10,015
|
13,1
|
14
|
10
|
18,5
|
3,88
|
UT-10
|
RF-3
|
|
IN-10 D10
|
10,098
|
13,1
|
14
|
10
|
18,5
|
6
|
UT-10
|
RF-3
|
|
IN-10 C11
|
10,170
|
13,1
|
14
|
10
|
18,5
|
6
|
UT-10
|
RF-3
|
|
IN-12 P9
|
11,982
|
13,1
|
14
|
10
|
18,5
|
6,5
|
UT-12
|
RF-3
|
|
IN-12 P9-SM
|
11,982
|
13,1
|
14
|
10
|
18,5
|
3,89
|
UT-12
|
RF-3
|
|
IN-12 H7
|
12,018
|
13,1
|
14
|
10
|
18,5
|
6,5
|
UT-12
|
RF-3
|
|
IN-12 H7-SM
|
12,018
|
13,1
|
14
|
10
|
18,5
|
3,89
|
UT-12
|
RF-3
|
|
IN-12 D10
|
12,120
|
13,1
|
14
|
10
|
18,5
|
6,5
|
UT-12
|
RF-3
|
|
IN-12 C11
|
12,205
|
13,1
|
14
|
10
|
18,5
|
6,5
|
UT-12
|
RF-3
|
|
IN-14 P9
|
13,982
|
18
|
14
|
10
|
22
|
7
|
UT-14/16
|
RF-4
|
|
IN-14 P9-SM
|
13,982
|
18
|
14
|
10
|
22
|
4,71
|
UT-14/16
|
RF-4
|
|
IN-14 H7
|
14,018
|
18
|
14
|
10
|
22
|
7
|
UT-14/16
|
RF-4
|
|
IN-14 H7-SM
|
14,018
|
18
|
14
|
10
|
22
|
4,71
|
UT-14/16
|
RF-4
|
|
IN-14 D10
|
14,120
|
18
|
14
|
10
|
22
|
7
|
UT-14/16
|
RF-4
|
|
IN-14 C11
|
14,205
|
18
|
14
|
10
|
22
|
7
|
UT-14/16
|
RF-4
|
|
IN-16 P9
|
15,982
|
18
|
14
|
10
|
22
|
8
|
UT-14/16
|
RF-4
|
|
IN-16 P9-SM
|
15,982
|
18
|
14
|
10
|
22
|
5,53
|
UT-14/16
|
RF-4
|
|
IN-16 H7
|
16,018
|
18
|
14
|
10
|
22
|
8
|
UT-14/16
|
RF-4
|
|
IN-16 H7-SM
|
16,018
|
18
|
14
|
10
|
22
|
5,53
|
UT-14/16
|
RF-4
|
|
IN-16 D10
|
16,120
|
18
|
14
|
10
|
22
|
8
|
UT-14/16
|
RF-4
|
|
IN-16 C11
|
16,205
|
18
|
14
|
10
|
22
|
8
|
UT-14/16
|
RF-4
|
|
IN-18 P9**
|
17,982
|
26
|
18
|
10
|
30
|
9
|
UT-18/25
|
RF-5
|
|
IN-18 P9-SM**
|
17,982
|
26
|
18
|
10
|
30
|
5,67
|
UT-18/25
|
RF-5
|
|
IN-18 H7**
|
18,018
|
26
|
18
|
10
|
30
|
9
|
UT-18/25
|
RF-5
|
|
IN-18 H7-SM**
|
18,018
|
26
|
18
|
10
|
30
|
5,67
|
UT-18/25
|
RF-5
|
|
IN-18 D10**
|
18,120
|
26
|
18
|
10
|
30
|
9
|
UT-18/25
|
RF-5
|
|
IN-18 C11**
|
18,205
|
26
|
18
|
10
|
30
|
9
|
UT-18/25
|
RF-5
|
|
IN-20 P9**
|
19,978
|
26
|
18
|
10
|
30
|
10
|
UT-18/25
|
RF-5
|
|
IN-20 P9-SM**
|
19,978
|
26
|
18
|
10
|
30
|
6,29
|
UT-18/25
|
RF-5
|
|
IN-20 H7**
|
20,021
|
26
|
18
|
10
|
30
|
10
|
UT-18/25
|
RF-5
|
|
IN-20 H7-SM**
|
20,021
|
26
|
18
|
10
|
30
|
6,29
|
UT-18/25
|
RF-5
|
|
IN-20 D10**
|
20,149
|
26
|
18
|
10
|
30
|
10
|
UT-18/25
|
RF-5
|
|
IN-20 C11**
|
20,240
|
26
|
18
|
10
|
30
|
10
|
UT-18/25
|
RF-5
|
|
IN-22 P9**
|
21,978
|
26
|
18
|
10
|
30
|
11
|
UT-18/25
|
RF-5
|
|
IN-22 P9-SM**
|
22,978
|
26
|
18
|
10
|
30
|
6,79
|
UT-18/25
|
RF-5
|
|
IN-22 H7**
|
22,021
|
26
|
18
|
10
|
30
|
11
|
UT-18/25
|
RF-5
|
|
IN-22 H7-SM**
|
22,021
|
26
|
18
|
10
|
30
|
6,79
|
UT-18/25
|
RF-5
|
|
IN-22 D10**
|
22,149
|
26
|
18
|
10
|
30
|
11
|
UT-18/25
|
RF-5
|
|
IN-22 C11**
|
22,240
|
26
|
18
|
10
|
30
|
11
|
UT-18/25
|
RF-5
|
|
IN-25 P9**
|
24,978
|
26
|
18
|
10
|
30
|
12
|
UT-18/25
|
RF-5
|
|
IN-25 P9-SM**
|
24,978
|
26
|
18
|
10
|
30
|
7,02
|
UT-18/25
|
RF-5
|
|
IN-25 H7**
|
25,021
|
26
|
18
|
10
|
30
|
12
|
UT-18/25
|
RF-5
|
|
IN-25 H7-SM**
|
25,021
|
26
|
18
|
10
|
30
|
7,02
|
UT-18/25
|
RF-5
|
|
IN-25 D10**
|
25,149
|
26
|
18
|
10
|
30
|
12
|
UT-18/25
|
RF-5
|
|
IN-25 C11**
|
25,240
|
26
|
18
|
10
|
30
|
12
|
UT-18/25
|
RF-5
|
Einsätze (INCHES) (Kopie)
Die Einsätze zum Räumen und Schlitzen sind aus Sinterstahl-Legierung mit einem Kobaltgehalt von 13% hergestellt. Dieses Material erreicht nach der Wärmebehandlung eine Härte von 72 HRC mit gleichzeitiger Beibehaltung seiner hohen Zähigkeit und folglich hohen Schlagfestigkeit.
Nach der Schleifung auf allen Seiten wird der Einsatz mit TIN verkleidet, um eine höhere Verschleißresistenz zu erhalten. Die abstehende Form der Einsätze erlaubt eine hohe Nachschleifanzahl.
Die Einsätze, deren Abkürzung mit ''SM'' endet, führen eine Fase von 0.2x45° am Schnittpunkt zwischen der Bohrung und den Wänden der geräumten Rille durchgeführt, um so eine komplett gratfreie Bohrung zu erhalten. Dieser Fasentyp kann nur auf Sitzen für UNI Schlüsselnuten ausgeführt werden.
Wir produzieren außerdem auch Spezialeinsätze auf Anfrage des Kunden.
|
|
L1 (mm)
|
L1 (inches)
|
L2 (inches)
|
L3 (inches)
|
L4 (inches)
|
L5 (inches)
|
L6 (inches)
|
Werkzeug
|
Nachschleifer
|
|---|---|---|---|---|---|---|---|---|---|
|
IN-3/32"-P9
|
2,3752
|
0,0935
|
0,1968
|
0,2362
|
0,1968
|
0,2559
|
0,0551
|
UT-02
|
RF-0
|
|
IN-3/32"-H7
|
2,3912
|
0,0941
|
0,1968
|
0,2362
|
0,1968
|
0,2559
|
0,0551
|
UT-02
|
RF-0
|
|
IN-3/32"-D10
|
2,4412
|
0,0961
|
0,1968
|
0,2362
|
0,1968
|
0,2559
|
0,0551
|
UT-02
|
RF-0
|
|
IN-3/32"-C11
|
2,5012
|
0,0984
|
0,1968
|
0,2362
|
0,1968
|
0,2559
|
0,0551
|
UT-02
|
RF-0
|
|
IN-1/8"-P9
|
3,163
|
0,124
|
0,2362
|
0,2755
|
0,1968
|
0,3149
|
0,0905
|
UT-03
|
RF-1
|
|
IN-1/8"-H7
|
3,1870
|
0,1254
|
0,2362
|
0,2755
|
0,1968
|
0,3149
|
0,0905
|
UT-03
|
RF-1
|
|
IN-1/8"-D10
|
3,2530
|
0,1280
|
0,2362
|
O,2755
|
0,1968
|
0,3149
|
0,0905
|
UT-03
|
RF-1
|
|
IN-1/8"-C11
|
3,3200
|
0,1307
|
0,2362
|
0,2755
|
0,1968
|
0,3149
|
0,0905
|
UT-03
|
RF-1
|
|
IN-5/32"-P9
|
3,9687
|
0,1556
|
0,2362
|
0,2755
|
0,1968
|
0,3149
|
0,1141
|
UT-04
|
RF-1
|
|
IN-5/32"-H7
|
3,9807
|
0,1567
|
0,2362
|
0,2755
|
0,1968
|
0,3149
|
0,1141
|
UT-04
|
RF-1
|
|
IN-5/32"-D10
|
4,0467
|
0,1593
|
0,2362
|
0,2755
|
0,1968
|
0,3149
|
0,1141
|
UT-04
|
RF-1
|
|
IN-5/32"-C11
|
4,1137
|
0,1619
|
0,2362
|
0,2755
|
0,1968
|
0,3149
|
0,1141
|
UT-04
|
RF-1
|
|
IN-3/16"-P9
|
4,750
|
0,1870
|
0,2362
|
0,2755
|
0,1968
|
0,3149
|
0,1299
|
UT-05
|
RF-1
|
|
IN-3/16"-H7
|
4,7745
|
0,1879
|
0,2362
|
0,2755
|
0,1968
|
0,3149
|
0,1299
|
UT-05
|
RF-1
|
|
IN-3/16"-D10
|
4,8405
|
0,1905
|
0,2362
|
0,2755
|
0,1968
|
0,3149
|
0,1299
|
UT-05
|
RF-1
|
|
IN-3/16"-C11
|
4,9075
|
0,1932
|
0,2362
|
0,2755
|
0,1968
|
0,3149
|
0,1299
|
UT-05
|
RF-1
|
|
IN-1/4"-P9
|
6,335
|
0,2494
|
0,3968
|
0,3543
|
0,2362
|
0,5314
|
0,1587
|
UT-06
|
RF-2
|
|
IN-1/4"-H7
|
6,3650
|
0,2505
|
0,3968
|
0,3543
|
0,2362
|
0,5314
|
0,1587
|
UT-06
|
RF-2
|
|
IN-1/4"-D10
|
6,4480
|
0,2538
|
0,3968
|
0,3543
|
0,2362
|
0,5314
|
0,1587
|
UT-06
|
RF-2
|
|
IN-1/4"-C11
|
6,5200
|
0,2566
|
0,3968
|
0,3543
|
0,2362
|
0,5314
|
0,1587
|
UT-06
|
RF-2
|
|
IN-9/32"-P9
|
7,1287
|
0,2806
|
0,3968
|
0,3543
|
0,2362
|
0,5314
|
0,1692
|
UT-08
|
RF-2
|
|
IN-9/32"-H7
|
7,1587
|
0,2818
|
0,3968
|
0,3543
|
0,2362
|
0,5314
|
0,1692
|
UT-08
|
RF-2
|
|
IN-9/32"-D10
|
7,2417
|
0,2851
|
0,3968
|
0,3543
|
0,2362
|
0,5314
|
0,1692
|
UT-08
|
RF-2
|
|
IN-9/32"-C11
|
7,3137
|
0,2879
|
0,3968
|
0,3543
|
0,2362
|
0,5314
|
0,1692
|
UT-08
|
RF-2
|
|
IN-5/16"-P9
|
7,9225
|
0,3119
|
0,3968
|
0,3543
|
0,2362
|
0,5314
|
0.1875
|
UT-08
|
RF-2
|
|
IN-5/16"-H7
|
7,9525
|
0,3130
|
0,3968
|
0,3543
|
0,2362
|
0,5314
|
0,1875
|
UT-08
|
RF-2
|
|
IN-5/16"-D10
|
8,0355
|
0,3163
|
0,3968
|
0,3543
|
0,2362
|
0,5314
|
0,1875
|
UT-08
|
RF-2
|
|
IN-5/16"-C11
|
8,1075
|
0,3191
|
0,3968
|
0,3543
|
0,2362
|
0,5314
|
0,1875
|
UT-08
|
RF-2
|
|
IN-3/8"-P9
|
9,510
|
0,3744
|
0,5157
|
0,5511
|
0,3937
|
0,7283
|
0,250
|
UT-10
|
RF-3
|
|
IN-3/8"-H7
|
9,5400
|
0,3755
|
0,5157
|
0,5511
|
0,3937
|
0,7283
|
0,250
|
UT-10
|
RF-3
|
|
IN-3/8"-D10
|
9,6230
|
0,3788
|
0,5157
|
0,5511
|
0,3937
|
0,7283
|
0,250
|
UT-10
|
RF-3
|
|
IN-3/8"-C11
|
9,6950
|
0,3816
|
0,5157
|
0,5511
|
0,3937
|
0,7283
|
0,250
|
UT-10
|
RF-3
|
|
IN-7/16"-P9
|
11,0945
|
0,4367
|
0,5157
|
0,5511
|
0,3937
|
0,7283
|
0,250
|
UT-12
|
RF-3
|
|
IN-7/16"-H7
|
11,1305
|
0,4382
|
0,5157
|
0,5511
|
0,3937
|
0,7283
|
0,250
|
UT-12
|
RF-3
|
|
IN-7/16"-D10
|
11,2325
|
0,4422
|
0,5157
|
0,5511
|
0,3937
|
0,7283
|
0,250
|
UT-12
|
RF-3
|
|
IN-7/16"-C11
|
11,3175
|
0,4455
|
0,5157
|
0,5511
|
0,3937
|
0,7283
|
0,250
|
UT-12
|
RF-3
|
|
IN-1/2"-P9
|
12,682
|
0,4992
|
0,5157
|
0,5511
|
0,3937
|
0,7283
|
0,300
|
UT-12
|
RF-3
|
|
IN-1/2"-H7
|
12,7180
|
0,5007
|
0,5157
|
0,5511
|
0,3937
|
0,7283
|
0,300
|
UT-12
|
RF-3
|
|
IN-1/2"-D10
|
12,8200
|
0,5047
|
0,5157
|
0,5511
|
0,3937
|
0,7283
|
0,300
|
UT-12
|
RF-3
|
|
IN-1/2"-C11
|
12,9050
|
0,5080
|
0,5157
|
0,5511
|
0,3937
|
0,7283
|
0,300
|
UT-12
|
RF-3
|
|
IN-9/16"-P9
|
14,2695
|
0,5617
|
0,7086
|
0,5511
|
0,3937
|
0,8661
|
0,275
|
UT-14/16
|
RF-4
|
|
IN-9/16"-H7
|
14,3055
|
0,5632
|
0,7086
|
0,5511
|
0,3937
|
0,8661
|
0,275
|
UT-14/16
|
RF-4
|
|
IN-9/16"-D10
|
14,4075
|
0,5672
|
0,7086
|
0,5511
|
0,3937
|
0,8661
|
0,275
|
UT-14/16
|
RF-4
|
|
IN-9/16"-C11
|
14,4925
|
0,5705
|
0,7086
|
0,5511
|
0,3937
|
0,8661
|
0,275
|
UT-14/16
|
RF-4
|
|
IN-5/8"-P9
|
15,857
|
0,6242
|
0,7086
|
0,5511
|
0,3937
|
0,8661
|
0,312
|
UT-14/16
|
RF-4
|
|
IN-5/8"-H7
|
15,8930
|
0,6257
|
0,7086
|
0,5511
|
0,3937
|
0,8661
|
0,312
|
UT-14/16
|
RF-4
|
|
IN-5/8"-D10
|
15,9950
|
0,6297
|
0,7086
|
0,5511
|
0,3937
|
0,8661
|
0,312
|
UT-14/16
|
RF-4
|
|
IN-5/8"-C11
|
16,0800
|
0,6330
|
0,7086
|
0,5511
|
0,3937
|
0,8661
|
0,312
|
UT-14/16
|
RF-4
|
|
IN-3/4"-P9
|
19,028
|
0,7491
|
1,0236
|
0,7086
|
0,3937
|
1,1811
|
0,393
|
UT-18/25
|
RF-5
|
|
IN-3/4"-H7
|
19,0710
|
0,7508
|
1,0236
|
0,7086
|
0,3937
|
1,1811
|
0,393
|
UT-18/25
|
RF-5
|
|
IN-3/4"-D10
|
19,1990
|
0,7558
|
1,0236
|
0,7086
|
0.3937
|
1,1811
|
0,393
|
UT-18/25
|
RF-5
|
|
IN-3/4"-C11
|
19,2900
|
0,7594
|
1,0236
|
0,7086
|
0,3937
|
1,1811
|
0,393
|
UT-18/25
|
RF-5
|
EINSÄTZE FÜR SECHSECKE (Kopie)
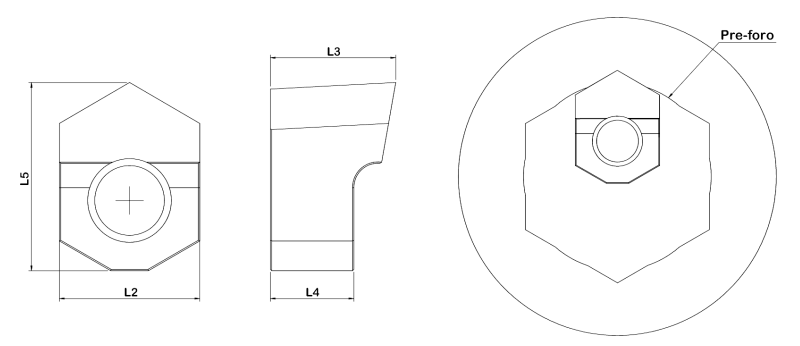
Diese Reihe von REV Werkzeugen ist für die Realisierung der inneren Sechsecke entwickelt.
Sie bietet die folgenden Vorteile: absolute Rundlaufgenauigkeit, die Möglichkeit von Korrekturen auf die gewünschte Größe, Bearbeitungsgeschwindigkeit, extreme Wirtschaftlichkeit.
Jede Größe des Einsatzes dieser Linie ist in der Lage, verschiedene Sechseckgrößen zu erreichen, und dies macht es vom wirtschaftlichen Standpunkt aus sehr lohnend, REV Werkzeuge für Sechsecke zu verwenden.
Um sechseckige interne Bohrungen zu realisieren, muss eine Vor- Bohrung mit einem von der folgenden Formel angegebenen Durchmesser durchgeführt werden:
DURCHMESSER VORBOHRUNG= DICKE DES SECHSECKS X 1,020
Wenn zum Beispiel die Sechseckdicke 10 mm beträgt, wird der Durchmesser der Vorbohrung
10 mm x 1,020 = 10,20 mm sein.
Um komplette Sechseckbohrungen durchführen zu können, muss der Kunde eine spezifische Anfrage stellen, damit ein solches Werkzeug ad hoc gebaut wird.
Zusätzlich dazu ist es auch in vielen anderen Fällen möglich, ein spezielles Werkzeug für jede erwünschte Sechseckbohrung zu produzieren, das die speziellen Bedürfnisse des Kunden befriedigt.
|
|
Betriebsbereich (mm)
|
Betriebsbereich (inches)
|
L2 (mm)
|
L3 (mm)
|
L4 (mm)
|
L5 (mm)
|
Werkzeug
|
Nachschleifer
|
|---|---|---|---|---|---|---|---|---|
|
IN-HEX-9/11
|
9mm/11mm
|
0.354/0.433
|
6
|
7
|
5
|
7,5
|
UT-HEX-9/11
|
RF-1
|
|
IN-HEX-11/17
|
11mm/17mm
|
0.433/0.669
|
6
|
7
|
5
|
8
|
UT-HEX-11/17
|
RF-1
|
|
IN-HEX-17/28
|
17mm/28mm
|
0.669/1.102
|
10
|
9
|
6
|
13,5
|
UT-HEX-17/28
|
RF-2
|
|
IN-HEX-28/37
|
28mm/37mm
|
1.102/1.456
|
13
|
14
|
10
|
18,5
|
UT-HEX-28/37
|
RF-3
|
|
IN-HEX-37/45
|
37mm/45mm
|
1.456/1.771
|
18
|
14
|
10
|
22
|
UT-HEX-37/45
|
RF-4
|
|
IN-HEX-45/70
|
45mm/70mm
|
1.771/2.755
|
26
|
16
|
10
|
30
|
UT-HEX-45/70
|
RF-5
|
EINSÄTZE FÜR VIERECKE (Kopie)
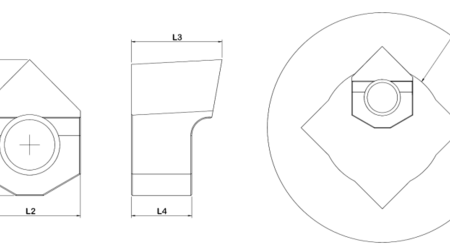
Diese Reihe von REV Werkzeugen ist für die Realisierung der inneren Quadrate entwickelt.
Sie bietet die folgenden Vorteile: absolute Rundlaufgenauigkeit, die Möglichkeit von Korrekturen auf die gewünschte Größe, Bearbeitungsgeschwindigkeit, extreme Wirtschaftlichkeit.
Jede Größe des Einsatzes dieser Linie ist in der Lage, verschiedene Viereckgrößen zu erreichen, und dies macht es vom wirtschaftlichen Standpunkt aus sehr lohnend, REV Werkzeuge für Quader zu verwenden.
Um quadratische interne Bohrungen zu realisieren, muss eine Vor- Bohrung mit einem durch die folgende Formel angegebenen Durchmesser durchgeführt werden:
DURCHMESSER VORBOHRUNG= DICKE DES QUADRATS X 1,050
Wenn zum Beispiel die Quadratdicke 10 mm beträgt, wird der Durchmesser der Vorbohrung
10 mm x 1,050 = 10,50 mm sein.
Um komplette Quadratbohrungen durchführen zu können, muss der Kunde eine spezifische Anfrage stellen, damit ein solches Werkzeug ad hoc gebaut wird.
Zusätzlich dazu ist es auch in vielen anderen Fällen möglich, ein spezielles Werkzeug für jede erwünschte Quadratbohrung zu produzieren, das die speziellen Bedürfnisse des Kunden befriedigt.
|
|
Betriebsbereich (mm)
|
Betriebsbereich (inches)
|
L2 (mm)
|
L3 (mm)
|
L4 (mm)
|
L5 (mm)
|
Werkzeug
|
Nachschleifer
|
|---|---|---|---|---|---|---|---|---|
|
IN-SQ-8/10
|
8mm/10mm
|
0.314/0.393
|
6
|
7
|
5
|
7
|
UT-SQ-8/10
|
RF-1
|
|
IN-SQ-10/13
|
10mm/13mm
|
0.393/0.511
|
6
|
7
|
5
|
7,50
|
UT-SQ-10/13
|
RF-1
|
|
IN-SQ-13/16
|
13mm/16mm
|
0.511/0.629
|
10
|
8
|
6
|
12
|
UT-SQ-13/16
|
RF-2
|
|
IN-SQ-16/19
|
16mm/19mm
|
0.629/0.748
|
10
|
8
|
6
|
12,50
|
UT-SQ-16/19
|
RF-2
|
|
IN-SQ-19/27
|
19mm/27mm
|
0.748/1.062
|
13
|
13
|
10
|
17
|
UT-SQ-19/27
|
RF-3
|
|
IN-SQ-27/37
|
27mm/37mm
|
1.062/1.456
|
18
|
14
|
10
|
22
|
UT-SQ-27/37
|
RF-4
|
|
IN-SQ-37/50
|
37mm/50mm
|
1.456/1.968
|
26
|
18
|
10
|
30
|
UT-SQ-37/50
|
RF-5
|
SCHNITTSTELLE MASCHINENANSCHLUSS (Kopie)
BMT 45-65
VDI Axial
BMT gekröpfte Ausführung für die Gegenspindel
Empfohlene Schnittparameter (Kopie)
Zur Gewährleistung einer langen Lebensdauer des Einsatzes und einer hervorragenden Nachbearbeitung, ist es ratsam, die empfohlenen Parameter einzuhalten (siehe Parametertabelle).
Maximal an den verschiedenen Materialien herstellbare Stärke und Schnittparameter
| Durchlauf 35 mm | Durchlauf 50 mm | Durchlauf 65 mm | Schnittgeschwindigkeit | Steigerung | |
| Aluminium | 14mm | 14mm | 14mm | 38 m/min. | 0,06 / 0,15 mm |
| Baustahl | 12mm | 12mm | 12mm | 33 m/min. | 0,04 / 0,07 mm |
| Gusseisen | 12mm | 12mm | 10mm | 28 m/min. | 0,04 / 0,07 mm |
| Normaler Stahl | 12mm | 12mm | 10mm | 30 m/min. | 0,03 / 0,05 mm |
| Vergütungsstahl | 10mm | 10mm | 10mm | 25 m/min. | 0,02 / 0,04 mm |
| Edelstahl | 10mm | 10mm | 10mm | 25 m/min. | 0,02 / 0,04 mm |
| Kunststoff | 14mm | 14mm | 14mm | 40 m/min. | 0,07 / 0,15 mm |
| Bronze-Messing | 12mm | 10mm | 10mm | 30 m/min. | 0,03 / 0,06 mm |
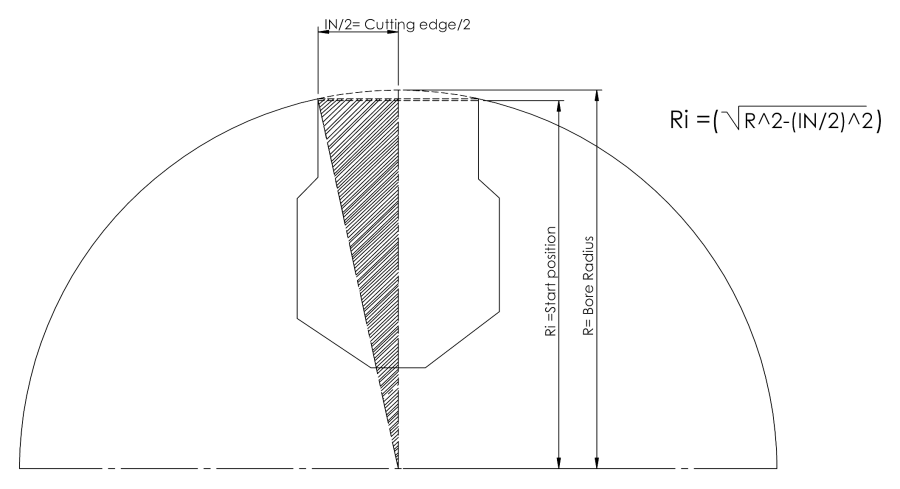
BERECHNUNG BEARBEITUNGSBEGINN IN X
Um Kollisionen zu vermeiden, den Abstand in X durch Berechnung des tangentialen Bogens einstellen.